

Project BlownZ, our 2002 F-body 275 Drag Radial project car, underwent several changes and upgrades during the off season, as we’ve documented in a number of project updates and tech articles of late. A significant part of this process has involved the drivetrain, with the addition of an upgraded TCI Pro-X racing transmission and a new 9.5-inch TCI converter. But along with that, BlownZ got another new driveline piece from the folks at Meziere Enterprises — a billet flexplate — and today we’re going to highlight the flexplate and our experiences with the installation into the car.
 Now, for those unfamiliar with the project, BlownZ is a full blown, state-of-the-art race car that is the quickest magazine project vehicle in history with a ¼ mile E.T. of 7.69 at 181 mph during a recent event (with the flexplate installed). For 2013, it’s powered by a 388-inch LSX bullet topped by a pair of Trick Flow’s LSX-R 265 heads. The power adder of choice is one of ProCharger’s new F1-X supercharger that’s gear-driven by one of Chris Alston’s Chassisworks Component Drive Systems. Yup, serious stuff, right?
Now, for those unfamiliar with the project, BlownZ is a full blown, state-of-the-art race car that is the quickest magazine project vehicle in history with a ¼ mile E.T. of 7.69 at 181 mph during a recent event (with the flexplate installed). For 2013, it’s powered by a 388-inch LSX bullet topped by a pair of Trick Flow’s LSX-R 265 heads. The power adder of choice is one of ProCharger’s new F1-X supercharger that’s gear-driven by one of Chris Alston’s Chassisworks Component Drive Systems. Yup, serious stuff, right?
The Billet Flexplate At A Glance
Let’s take a closer look at Meziere’s piece, the True Billet Flexplate (Part# FP319), a one piece design that is the one part you want for your GM LS1 through LS8 engines. Its SFI 29.2 certification is good for 12,500 rpm, so we think we’ll be OK!
As with all of our billet Flexplates, the FP319 is constructed from 4340, 14-inch round billet bar stock, which is 20 feet long and nearly 20,000 lbs. It’s not the easiest way to start, but we believe it is the best. – Don Meziere

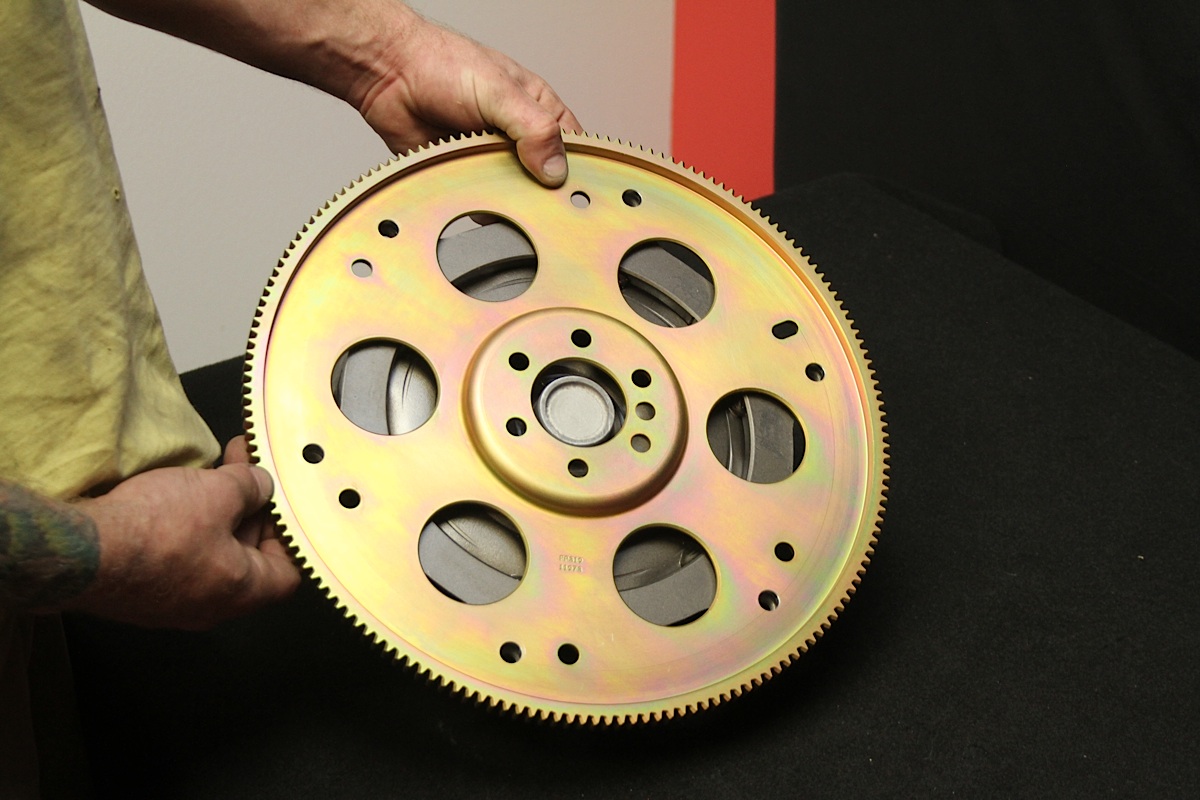
The flexplate has a 168 tooth ring gear with a 12 pitch chamfered tooth profile. It can be had in one of two converter patterns: a three-hole 7/16-inch diameter on a 10.75-inch bolt circle, or two holes and one slot on an 11.056-inch bolt circle (a stock LS configuration). The whole plate weighs 6.95 pounds as it comes from Meziere, keeping the rotating weight down.
We spoke with owner Don Meziere, who is among the authorities on drag racing flexplates, about the new piece, “As with all of our billet Flexplates, the FP319 is constructed from 4340, 14-inch round billet bar stock, which is 20 feet long and nearly 20,000 lbs. It’s not the easiest way to start but we believe it is the best. It’s definitely not the easiest way to start but we really believe it is the best. By using round bar, the grain structure running through the plate is more consistent. This round billet is sliced into thin pieces and the CNC machining processes begin. To ensure flatness we use three turning operations and make sure the axial runout is less than .003 inches. Gear cutting and milling processes are also closely monitored for consistency. Our proprietary heat treating process brings the toughness of the teeth up beyond 40 Rockwell C to avoid any wear issues when the starter pinion is engaged. We finish the parts with gold zinc and laser etching.”



Our new flexplate from Meziere is one-piece, made from 4340 bar stock and is SFI approved and designed for drag racing. The weight: just 6.95 lbs.
Meziere continued, “The industry struggled with flexplate failures in the early 2000’s on large cubic inch engines. Almost all had excessive runout and flatness was sometimes an issue. The properties of the ring gears were not well suited to the demands of racing and starting a large engine. Some of the first flexplates we produced had a two-piece design.”
Safety With Meziere
As Meziere shared with us, of all the failures that occur in sportsman racing and that the SFI Foundation monitors, failure of flexplates is by far the largest. Centers breaking out of plates is a problem but not the main problem. The biggest safety issue is when a ring gear separates from the plate at high RPM. The damage to the surrounding components is catastrophic, and it can be quite dangerous to the driver and to spectators as well. With the one-piece design that type of failure is absolutely eliminated.
Continuing Meziere states, “We purchased the gears and heated them to slip over a machined plate, but we soon found that the gears we were able to purchase were simply not good enough and would still break under normal starting conditions. We looked at producing our own rings, but we found we could produce a one-piece plate that would be better in every way. The gear teeth are 50% stronger than the teeth on the welded plates. Because it is a machined part with no welding, our flatness and radial concentricity is much more precise.”
Installation
The installation of the flexplate was pretty straight forward. Sean Goude, our trusty shop leader, used the existing ARP bolts for bolting the flexplate to the crank and new 7/16-inch, fine thread grade 8 bolts on the flexplate to the converter. These 7/16-inch bolts thread into the converter and have a nut on the back side, held tight with red Loctite on all of them as well as the converter bolts.
The ARP bolts on the flexplate get torqued to 74 ft-lbs. The torque converter bolts do not use a torque setting to get the proper tightness, but they are snugged down nice and tight using with some Loctite. These are grade 8 bolts so you can tighten them pretty tight without having to worry about anything. The TCI starter we’ve been using meshes perfectly with our new 168 tooth flexplate.


The new flexplate installs quite easily, torquing to 74 ft./lbs. on the crank side and snugged down on the converter side with our ARP grade 8 hardware. Of course, a little Loctite serves well here as you do this install.
So if you are looking to turn high RPMs or make a lot of horsepower on your street beast, take a look at the Meziere billet flexplate. The one piece design is one less thing you will have to worry about failing on a full throttle pass.













